
闪光蜗牛 APEC亞太菁英 2022-09-16 16:32 发表于陕西
收录于合集
#应用技术 工艺升级24个
#工艺升级16个


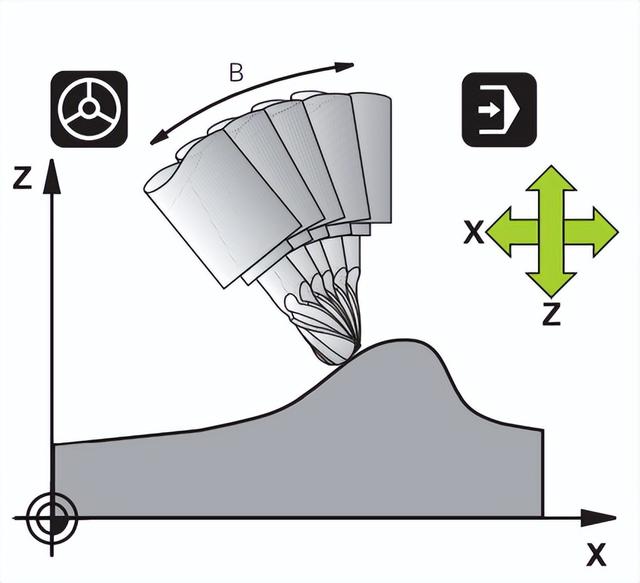
TCPM功能是对M128功能的改进,用它可以在定位旋转轴时确定 TNC的特性。与M128不同,TCPM功能允许定义多个功能的动作模式:
- 编程进给速率的动作模式: F TCP/F CONT
- 解释NC程序中编程的旋转轴坐标: AXIS POS(轴位置) / AXIS SPAT(轴空间角)
- 起点位置和终点位置间的插补类型:PATHCTRL AXIS(pathctrl轴) / PATHCTRL VECTOR(pathctrl矢量)
TNC为确定编程进给速率的动作模式提供了两个功能:
- F TCP决定编程进给速率被解释为刀尖(TCP = Tool Center Point(刀具中心点)与工件间的实际 相对速度。
- F CONT决定是否将编程进给速率解释为相应NC程 序段中编程轴的轮廓加工进给速率。
TNC为编程旋转轴坐标模式提供了以下功能:
- AXIS POS(轴位置)决定TNC是否将旋转轴的编程坐标解释为相应轴的名义位置。
- AXIS SPAT(轴空间角)决定TNC是否将旋转轴的编程坐标解释为空间角。
TNC有两种定义起点和终点位置间插补类型的方法:
- PATHCTRL AXIS(pathctrl轴)决定刀尖沿相应NC程序段的起点与终点间的直线运动(端面 铣 削)。刀具轴在起点与终点处的方向对应于相应编 程值;而刀具定义不能给出起点与终点位置间的刀具路径。用刀具外圆铣削出的表面(圆周铣削 )取决于机床几何形状。
- PATHCTRL VECTOR(pathctrl矢量)决定刀尖在相应NC程序段的起点与终点间沿直线运动,且刀具轴在起点与终点间的方向进行插补使刀具圆周的加工能形成平面(圆周 铣削)。
如果要在程序内复位该功能,用TCPM复位功能:
FUNCTION RESET TCPM

APEC亞太菁英航太产业领导者
公众号


使用无须实名的阿里云国际版,添加 微信:ksuyun 备注:快速云!
如若转载,请注明出处:https://www.hanjifoods.com/24189.html
相关推荐
-
csr文件是什么(如何生成csr文件)
导读: 揭秘百度直播研发部Web应用SSR技术新玩法,在CSR目录下添加一个JS计算函数就可以让页面具有SSR能力。 依托端云协同驱动打通SSR技术关键路径、规模化落地引领高品质W…
-
云主机哪家好(云主机排行榜)
真是一分价格一分货,不怕货比货就怕不识货,这不朋友的宽带坏了,以前朋友以前也问过我,因为我媳妇是联通上班的,可能有点贵原因么,没有从我这里走,今天去看的时候才知道是电信的。 真的挣…
-
阿里云物联网平台收费标准(阿里云物联网平台收费标准是多少)
据网上公告信息,阿里云物联网平台在市场份额以及产品能力两方面,均获得第一。作为国内云计算领域的领头羊者,阿里云的安全可靠在业内拥有不错的口碑,同时生态和产品很丰富,采取模块化的产品…
-
凡客用什么快递发货(凡客诚品用什么快递)
前几天,刷到凡客的直播间,创始人和CEO陈年依旧活跃,在张罗着卖衣服,突然间一阵恍惚,凡客竟然还在?16年新闻曾曝出,凡客负债高达十几亿、库存将近20亿,凡客员工只剩下不到300人…
-
如何建立云服务器(建立云服务器组的目的,假如添加ecs)
云计算盛行,不少企业纷纷选择把业务迁移到云端。但也正因如此,让云计算市场上那些居心不良的商家得逞了,使用了一些劣质的云服务产品,致使一些对云服务器不熟悉的企业受到了致命的打击。所以…
-
国际短信套餐会影响苹果手机的服务吗(国际短信套餐百悟科技)
在发送国际短信的时候,可能会有各种各样的疑惑,比如为什么国际短信是按照提交计费的?如何监控国际短信通道质量?等等这些问题存在。今天呢,我们就来针对这些问题,给大家做个解答。 一、为…
-
华为云服务器试用规则(华为云服务器试用规则是什么)
大家好,今天是入职华为云一级经销商的第一天,说实在的,身为一个汉语言文学毕业的学生,来学习这些云计算的东西,我个人是觉得“毫无阻碍”,来到公司的第一天,就是学习华为云的产品线,大家…
-
硬防服务器(高防服务器主机)
在网络中有善意的人群,也有黑暗的人群,地球分黑白、人类分男女、动物分雌雄。这个是相对论。也是的的确确存在的,如果你的网站做的非常好,一定会触犯别人的利益,别人也就会用一些手段打压你…
-
vps怎么用快捷键截图,vps怎么用小火箭
贴吧推广在 16/17 年涌入了大量的草根推广引流人员,可以说是把贴吧这个平台逼得苦不堪言。贴吧他在 17/18 年开始把自家的人工智能技术引用到贴吧内,对贴吧的检测机制进行了全面…
-
阿里云香港轻量服务器加速(怎么加速阿里云香港服务器)
作者:悦然wordpress建站(悦然建站) (此处已添加小程序,请到今日头条客户端查看) ?悦然建站官网经过一段时间的运营,百度、搜狗、头条、神马、360等搜索引擎流量有了一点点…